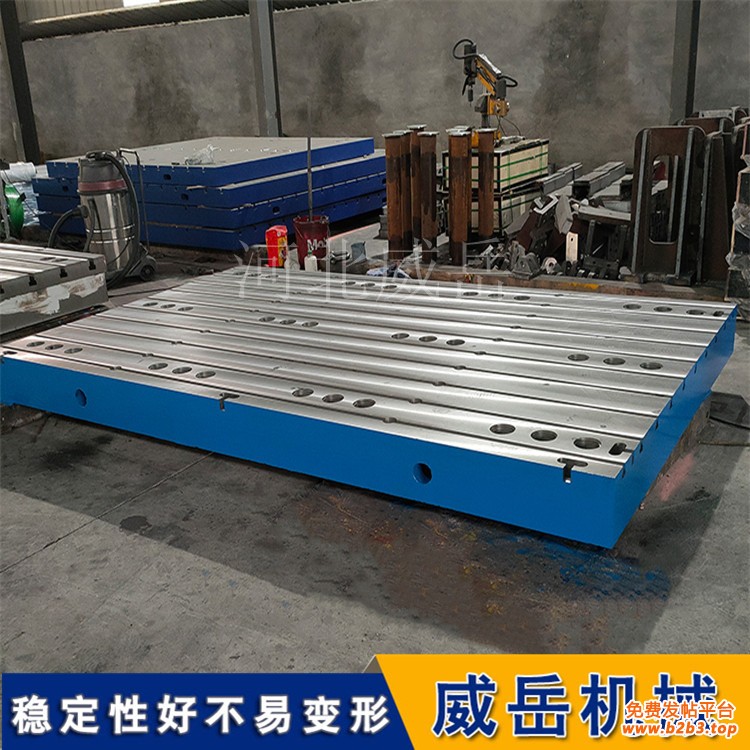
品牌:河北威岳
硬度:HB170-240
强度:HT200-350
规格:1500*2000
发货:3天内
发送询价
铸铁平台的质量好坏,与浇注的铸件有直接的关系。在浇注铸铁平台平板铸件时严格按照浇注法,进行操作,这样才能保证铸铁平台的初期质量。下面我泊头正创机械来为您仔细讲解一下浇注的过程。
一点:浇注的操作:浇注的操作需要注意,铁液量的估计:浇注前计算好每个铸型需要的铁液量,不能少,也不要太多。要提前部署好浇筑的路程,千万留神不要挡渣,外浇空要一直保持充满状态,防止熔渣与气体等进入铸型内。
二点:浇注的温度:铸铁平台的浇注温度:浇注温渡过高,铁液在铸型中紧缩量zengda,易产生缩孔、裂纹及粘砂等流弊;温渡过低则铁液流动性差,又简单出现浇不足、冷隔与气孔等流弊。符合的浇注温度应根据铸件的大小、形状及壁厚来肯定。对形状繁杂的薄壁铸铁件,浇注温度为1400℃左右;对形状较简单的厚壁铸铁件,浇注温度为130O℃左右即可。
三点浇注的速度:铸铁平板的浇注速度:浇注速度太慢,金属液冷却快,易产生浇不足、冷隔以及夹渣等流弊;浇注速度太快,则会使铸型中的气体来不及排出而产睹气孔。同时,易组成冲砂、抬箱与跑火等流弊。
依靠自主研发高质量的优势,近几年我公司又开发了三维铸铁平台,汽车试验底座,铸铁板等工量具!